Imaginez la scène : vous lancez votre nouvelle collection de SUP. La promotion est impeccable et les images sont superbes. Mais voilà que les premiers avis clients arrivent : « C’est une super planche, mais elle tire à gauche » ou « Gonflée, on dirait un tire-bouchon. »
Pour un propriétaire de marque, une planche cassée, c'est la catastrophe. Cela gâche le plaisir de la pratique, nuit à sa réputation et réduit ses profits en obligeant à retourner les articles.
Beaucoup d'acheteurs pensent qu'une planche déformée est simplement un signe de « malchance ». Eh bien non ! C'est le signe que les méthodes de fabrication sont dépassées.
En tant qu'ingénieur de production chez Huale, je souhaite expliquer les causes de ce problème et comment la technologie de commande numérique par ordinateur (CNC) moderne l'a résolu. Les principales causes sont le biais du tissu et les erreurs de découpe manuelle.
La physique de la torsion : chaîne et trame
Il faut connaître la composition de la planche pour comprendre pourquoi elle se tord. Le tissu Drop Stitch n'est pas une pièce de plastique rigide ; c'est un tissu tissé.
Comme tout tissu tissé, il possède un « grain », constitué de déformer (fils longitudinaux) et trame (fils transversaux). Vous pouvez en savoir plus sur Structure de la chaîne et de la trame Comprendre les bases du génie textile.
Voici le point de défaillance le plus important : si le matériau de point de chute est coupé même de 1 ou 2 degrés hors axe par rapport au grain, les fils internes tireront en diagonale lorsque la planche sera gonflée à haute pression (15 PSI).
Cela provoque un couple qui tord littéralement toute la coque. Gonfler et dégonfler la planche ne changera rien. Elle est définitivement hors d'usage.
Le coupable : la découpe manuelle
Pendant des décennies, et encore aujourd'hui dans de nombreuses usines à bas coût, les ouvriers utilisaient de grands gabarits et des cisailles électriques pour couper à la main les rouleaux de tissu à points tombants.
Le problème avec la « main humaine » :
- Fatigue: Un ouvrier qui a coupé 50 planches ce jour-là n'est plus aussi précis que lors de sa première coupe.
- Estimation visuelle : Il est presque impossible d'aligner correctement un gabarit avec le grain fin du tissu à l'œil nu.
- Maj: Le tissu bouge légèrement et fréquemment lorsque le couteau coupe un matériau épais.
Si vous achetez vos planches dans une usine qui les découpe à la main, vous acceptez un risque de 5 à 10 % que certaines soient tordues.
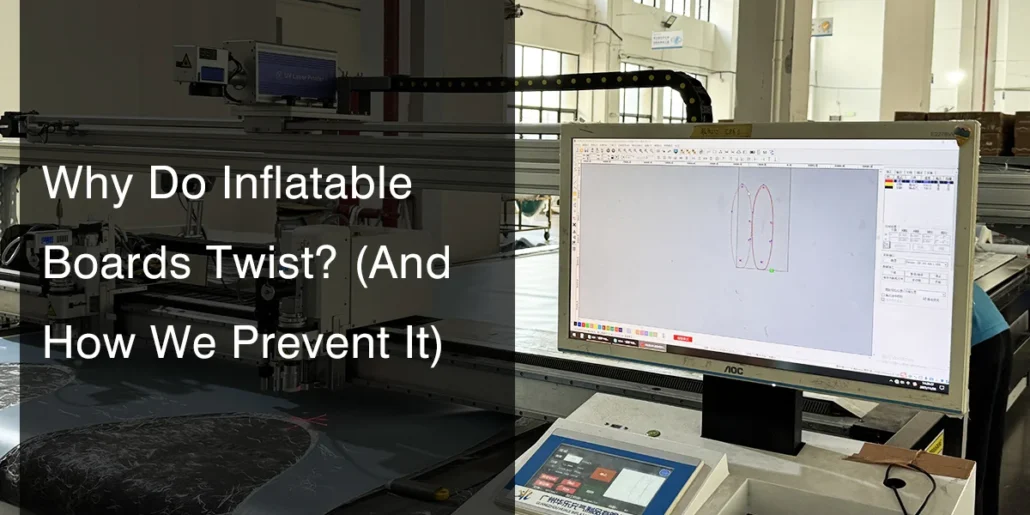
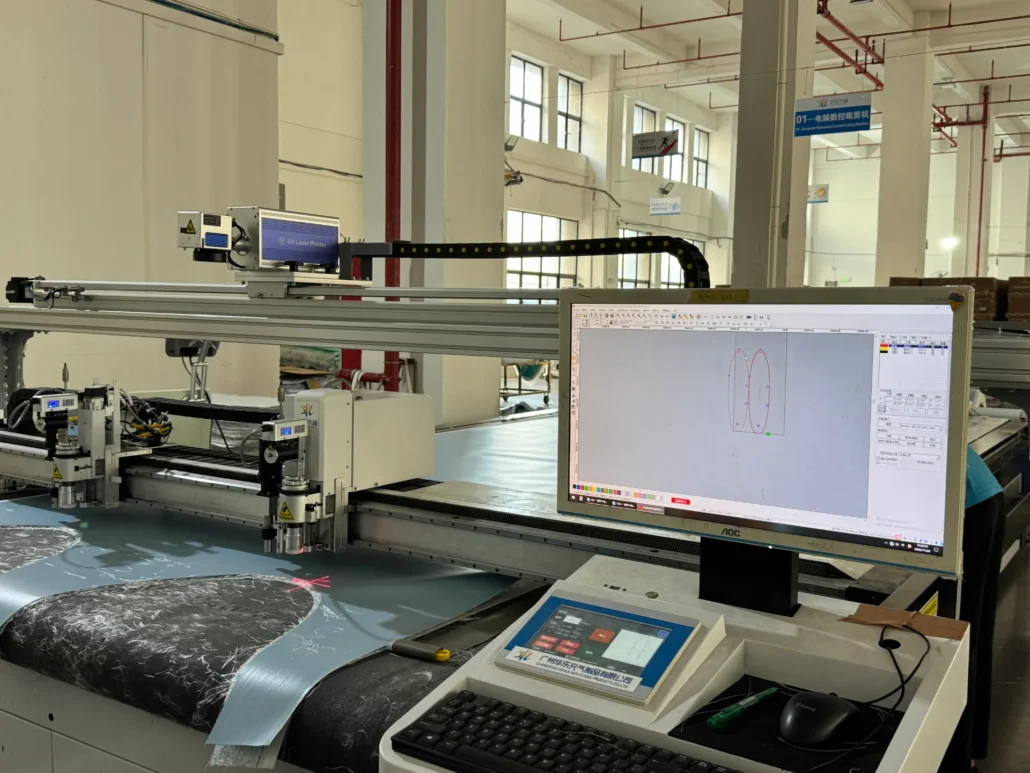
La solution : la précision CNC automatisée
Nous avons éliminé le facteur «erreur humaine» chez Huale en achetant des découpeuses numériques à plat automatisées (CNC).
Fonctionnement : On place le rouleau de tissu à points de chute dans la machine. Une caméra numérique vérifie l’alignement des bords du tissu. Ensuite, une lame commandée par ordinateur effectue la découpe selon le fichier CAO.
Pourquoi la commande numérique par ordinateur (CNC) change la donne pour votre marque :
- Déviation nulle : La machine effectue des coupes avec une tolérance de plus ou moins 0.1 mm.
- Symétrie parfaite : Les rails gauche et droit sont mathématiquement identiques. Cela garantit une tension optimale lors du gonflage.
- Évolutivité: La 10 000e carte est exactement identique à la première, quel que soit le nombre de cartes que nous fabriquons.

Au-delà de la découpe : le facteur d'assemblage des rails
Si les rails latéraux (bandes en PVC) ne sont pas posés uniformément, une planche peut quand même se tordre, même si la coupe est excellente.
Lorsqu'un ouvrier serre davantage le collier de rail en PVC du côté gauche que du côté droit lors du collage, la tension devient inégale. Huale utilise des guides d'alignement laser sur ses chaînes de montage pour remédier à ce problème. Les ouvriers suivent une ligne laser projetée au lieu de procéder par tâtonnements. De plus, notre Système de gestion de la qualité ISO 9001 impose un contrôle de tension à chaque étape du processus de collage des rails.
Le dernier rempart : le test d'inflation de 72 heures
Nous n'expédions pas parce que nous croyons ; nous expédions parce que nous avons des données.
Chaque planche doit subir un test de gonflage de 72 heures avant d'être emballée. On la gonfle à sa pression maximale (PSI) et on la place sur une table d'examen parfaitement plane.
- Le « Rocker Check » : Nous vérifions la hauteur du rocker avant et arrière.
- Le « Twist Check » : Si un coin du plateau se déplace hors de la table tandis que les autres restent à plat, la transaction n'est pas acceptée immédiatement.
Ne jouez pas avec la géométrie
Dans le commerce interentreprises (B2B), la cohérence est primordiale. Si un acheteur sur dix demande un remboursement parce que la forme ne convient pas, le prix unitaire bas n'a plus d'importance.
En travaillant avec un fabricant comme Huale Grâce à l'utilisation de la technologie CNC et à des normes de contrôle qualité strictes, vous pouvez protéger votre marque contre le « Twist ».
Vous souhaitez voir nos machines CNC en action ? Planifiez une visite virtuelle de l'usine Rejoignez-nous aujourd'hui. Nous vous montrerons précisément comment nous découpons, assemblons et testons nos planches afin de garantir des performances droites et stables pour vos clients.


{kind=link}
{kind=link}